

有关不锈钢凹槽管白化酸洗的溶液配制方法和步骤的介绍
一般情况下,对于不锈钢凹槽管进行了打捆去油和预酸洗之后,就要进行最重要的最终酸洗步骤,也就是白化酸洗。白化酸洗是不锈钢凹槽管进行拉丝粉润滑前的重要步骤。
然而,对于不锈钢凹槽管使用白化酸洗有什么目的呢?为此,我们一起来探讨一下有关不锈钢凹槽管白化酸洗的溶液配制方法和步骤。
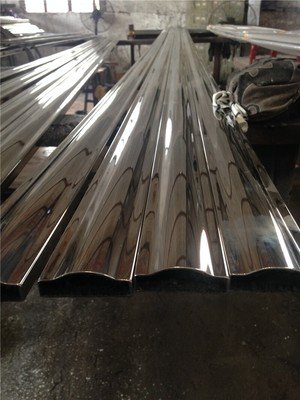
对于不锈钢凹槽管白化酸洗的目的,是除去预酸洗后残留在不锈钢凹槽管的黑色沉淀物,即铬及镍的氧化物,使不锈钢凹槽管表面光亮、洁白而美观。
白化酸洗溶液的配制方法:
1、在白化酸洗槽(它的构造和普通酸洗槽一样,也是用蒸汽加热)中注入配制溶液体积一般的水,加入硫酸,搅拌均匀。
2、在另外一个小槽(用普通钢板焊成或用木材制成)中注入水,故人固体的氯化钠及硝酸钠,加热使之完全溶解,然后注入白化酸洗槽中,再加入规定量的水,搅拌均匀。后一种溶液的配制也大致相同,唯有在白化酸洗槽中注入水之后,先加入的不是硫酸,而是先加入氯化钠的水溶液(预先在另外小槽里将固体氯化钠溶解)
3、之后再加入流酸,最后加入硝酸。在实际生产中,大多数是采用前一种溶液组成。
白化酸洗溶液的温度在60~65℃范围内。白化酸洗延续时间取决于钢的化学成分、钢管的规格、表面氧化铁皮的厚度以及白化酸洗溶液的使用情况。一般为15~30min,必要时还可以适当延长。为了确定适合的白化酸洗时间,先取一根预酸洗过的不锈钢凹槽管进行白化酸洗,直到它表面出现平滑的光亮色为止。http://www.fsxuchen.com不锈钢凹槽管




