

不锈钢管长度与厚度/不锈钢管的操作方法
不锈钢管长度与厚度/不锈钢管的操作方法
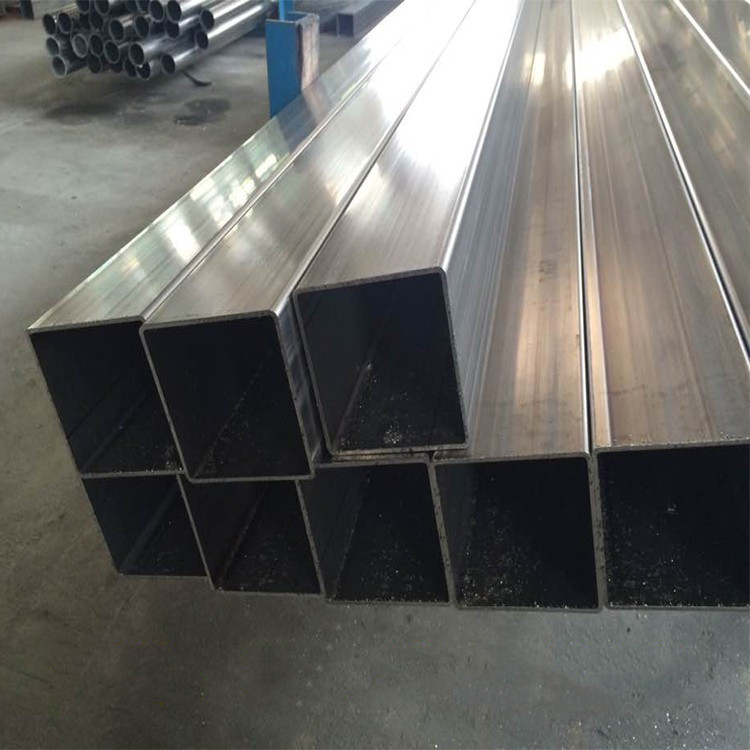
不锈钢管的长度按照行业的规范定尺一般为6米,误差在+10mm以内,无缝管的长度一般不定尺的较多,长度为5~7米为主,依据不同客户的要求,生产不锈钢管的企业可以根据客户的要求定制不同的长度,相对而言,不锈钢焊管定尺3~9米都可以,对生产的成本影响较小。所以采购不锈钢焊管的客户可以按照自己的需求定制不同的长度。无缝管的定尺可按照要求,但是这有可能对生产的成本有明显的影响。
不锈钢管的厚度一般按照标准厚度生产,允许公差范围之内的厚度实测值为实际厚度。按国标要求管的厚度公差为±0.3mm以内;行业内一般装饰管厚度公差为小于25%,制品管的厚度误差允许范围在±0.10mm以内,精密管的厚度公差在±0.05mm。
我们的不锈钢管按实际厚度表示,在未经说明的情况下都按照实际厚度(厚度公差在0.03mm)标示售价。
1 焊前注意喷嘴、导电嘴是否清理干净,气体流量的大小是否合适,清理打底层表面,控制层间温度。
2 因填充、盖面层用气体保护焊, 焊丝伸出长度的长短对焊接过程的稳定性影响较大,焊丝伸出长度过长,焊丝电阻值增大,焊丝过热而成段熔化,结果焊接过程不稳定,金属飞溅严重,焊缝成形不良,对熔池的保护不好;焊丝伸出长度过短,则焊接电流增大,喷嘴与工件的距离缩短,焊接视线不清,焊道成形不良,同时若焊丝伸出长度过短,还会使喷嘴过热, 造成飞溅物粘住或堵塞喷嘴,从而影响气体流量。
3 . 焊接时,焊枪角度要与管子轴线垂直,因为管子是圆的,所以焊枪角度要随时变化,这样才能保证焊缝质量,避免焊缝产生气孔、夹渣等现象。
焊接时采用小月牙形摆动,两侧稍作停留稳弧,中间速度稍快,这样可以避免焊出的焊缝凸起、不平整;上、下接头都要越过中心线5~10mm,后半圈填充、盖面仰焊接头时,可把前半圈引弧焊接位置磨一个缓坡,使后半圈接头时不致于产生缺陷;填充时,要注意坡口边缘不要被电弧擦伤, 以备盖面层焊接。盖面时,应在坡口边缘稍作停顿,以保证熔池与坡口更好地熔合,焊接过程中,焊枪的摆动幅度和频率要相适应,以保证盖面层焊缝表面尺寸和边缘熔合整齐。




